1 簡(jiǎn)介
1 . 1 系統(tǒng)簡(jiǎn)介
系統(tǒng)為普通糟孔蔭罩刻蝕線,主要包括開卷部分�����、刻蝕腔體部分��、第一水洗部分、電解剝離部分���、最終水洗部分和最后的烘干及撕邊部分��。
表面有光致抗刻蝕劑的成卷鋼帶���,在開卷部分被拉開,并送人刻蝕腔體�。腔體刻蝕液為FeC13 , 與鋼帶的無(wú)光抗部分反應(yīng),形成槽孔��。第一水洗的作用為?��?涛g�,將蔭罩表面的FeC13 均勻地完全去除。剝離部分用于剝離鋼帶表面的光抗����,剝離液為NaOH ����。最終水洗除去鋼帶表面的NaOH 和雜質(zhì)。烘干部分烘干鋼帶表面的水分�,防止生銹。之后鋼帶進(jìn)人撕邊機(jī)��,撕去蔭罩四周的廢邊����。刻蝕生成的工藝過程如圖1 所示���。
開卷 → 刻蝕 → 第一水洗 → 電解剝離 → 最終水洗 → 烘干 → 撕邊
圖1 刻蝕生產(chǎn)線工藝過程
刻蝕腔體部分為整個(gè)系統(tǒng)的關(guān)鍵����,其刻蝕的效果直接影響到產(chǎn)品的合格率��。整個(gè)刻蝕過程有6 個(gè)腔體�,每個(gè)腔體中有上下兩對(duì)噴嘴,分別由兩臺(tái)電機(jī)控制,電機(jī)控制噴嘴來(lái)回?cái)[動(dòng)�。因此整個(gè)刻蝕部分由12 臺(tái)電機(jī)組成。由于電機(jī)不斷來(lái)回?cái)[動(dòng)�,這里稱之為搖擺電機(jī)。
1 . 2 搖擺電機(jī)運(yùn)動(dòng)簡(jiǎn)介
根據(jù)工藝要求電機(jī)必須按照一定軌跡運(yùn)行�,而且不同的電機(jī)運(yùn)行軌跡有所區(qū)分。由于對(duì)運(yùn)行曲線的高要求��,搖擺電機(jī)的控制選用了B&R 的PCC 及ACOPOS 伺服控制器�。
在上位機(jī),工作人員給定一條軌跡上的16 個(gè)點(diǎn)�,如圖2 所示,其中橫軸為位置����,縱軸為速度。12 臺(tái)電機(jī)每臺(tái)都有一條設(shè)定的曲線���。PCC 除了完成對(duì)電機(jī)的起動(dòng)�、停止�、運(yùn)行等邏輯控制外,主要的功能就是控制電機(jī)按一定的軌跡運(yùn)動(dòng)�,使得這個(gè)軌跡同時(shí)經(jīng)過所設(shè)定的16 個(gè)點(diǎn),并且保證電機(jī)運(yùn)行的平穩(wěn)����。由于要求快速響應(yīng)和高控制精度��,搖擺部分使用同步伺服電機(jī)進(jìn)行運(yùn)動(dòng)控制�。之前使用東芝公司的PLC ����,有擺動(dòng)不平滑的問題����,因此改用B&R 開發(fā)的高性能控制器PCC 。PCC 在控制器中使用嵌人式操作系統(tǒng)����,且設(shè)備層網(wǎng)絡(luò)采用實(shí)時(shí)以太網(wǎng),可以實(shí)現(xiàn)非常高的實(shí)時(shí)控制要求���。
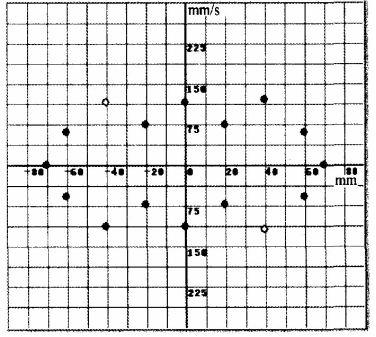
圖2 搖擺電機(jī)軌跡點(diǎn)設(shè)置
2 B&R PCC 及ACOPOS 伺服
2 . 1 B&R PCC 硬件配置
搖擺部分采用了B&R 2005 , 2005 系列CPU 是B&R 第四代控制系統(tǒng)SG4 ����,采用的是Intel 處理 器���,包括了電源模塊��、CPU 模塊�、數(shù)字輸入輸出模塊。其中CPU 的PCI 總線插槽中插人了Power Link 網(wǎng)絡(luò)適配器�。若采用PowerLink 串聯(lián),最多只能串聯(lián)10 臺(tái)伺服控制器����,本系統(tǒng)采用Power Link IF786 及一個(gè)HUB 將12 臺(tái)電機(jī)分成兩條串聯(lián)支路進(jìn)行實(shí)時(shí)控制。數(shù)字輸人模塊用于起動(dòng)��、停止�、緊急停止、12 臺(tái)電機(jī)的Readay �、找原點(diǎn)信號(hào)輸人。數(shù)字輸出用于電機(jī)運(yùn)行�����、電機(jī)故障��、12 臺(tái)電機(jī)尋找原點(diǎn)的狀態(tài)指示���。
上位機(jī)與PCC 可以通過RS232 與以太網(wǎng)進(jìn)行通信���。RS232 作為編程口�。以太網(wǎng)作為實(shí)時(shí)通信口�,用于數(shù)據(jù)的上傳與下載。將上位機(jī)設(shè)定的運(yùn)動(dòng)曲線實(shí)時(shí)傳給PCC ��,同時(shí)將實(shí)際運(yùn)動(dòng)位置��、速度�����、電流及故障信息傳給上位機(jī)�����。
圖3 給出了一臺(tái)電機(jī)的伺服控制器與共他硬件設(shè)備的連接圖����。電機(jī)控制器采用了B&R ACOPOS 伺服控制器�����。伺服控制器插人了Power Link 模塊AC112 �,用于和前后兩臺(tái)伺服控制器相連;AC122 為旋轉(zhuǎn)編碼器模塊����,用于電機(jī)的速度與位置檢測(cè)�����。ACOPOS 1090 本身提供了溫度信號(hào)檢
測(cè)(T +�、T 一)�,抱閘信號(hào)輸出(B 一、B + ) 和其他控制信號(hào)�。在現(xiàn)場(chǎng),同時(shí)安裝了三個(gè)光耦給定電機(jī)運(yùn)行的正向極限位置����、反向極限位置和原點(diǎn)位置。在運(yùn)行前電機(jī)首先找到原點(diǎn)光耦所在位置定為O 位�����,然后根據(jù)設(shè)定曲線運(yùn)行�。而正、反向極限光耦信號(hào)起到了保護(hù)作用��,當(dāng)光耦給出信號(hào)時(shí)��,伺服將給出極限故障信息并且停止運(yùn)行����。
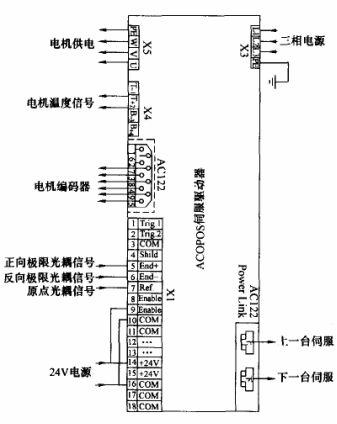
圖3 伺服控制器與外圍連線
2 . 2 ACOPOS 伺服控制方式
ACOPOS 的伺服控制如圖4 所示���,大致可以分為四個(gè)部分:初始值處理、位置控制��、速度控制����、實(shí)際值檢測(cè)。在初始處理時(shí)����,根據(jù)給定的位置及最大允許速度和最大允許加速度�,給出一個(gè)理想的定位過程,即得出加速�����、恒速���、減速段����,不同位置時(shí)的速度也相應(yīng)得到。位置控制主要有比例調(diào)節(jié)���、比例調(diào)節(jié)限制p _ max �、積分限制i _ max 和積分調(diào)節(jié)�。比例調(diào)節(jié)后的值為k* △s ,若k* △s > p _ max �����,則v_ p ﹦P _ max �����;若k* △s ﹤﹣p _ max ��,則v _ P = ﹣p _max ����。同理i _max 用干限制積分調(diào)節(jié)值,v _i ��。速度調(diào)節(jié)為一般的PI調(diào)節(jié)得到控制電流值送入矢量控制器�,對(duì)電機(jī)進(jìn)行控制。而電機(jī)的實(shí)際位置通過編碼器得到�����。
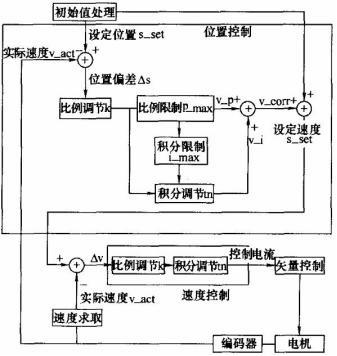
圖4 伺服控制框圖
3 B&R PCC 軟件系統(tǒng)
整個(gè)軟件系統(tǒng)可分為過程可視化接口(PVI ) 和Automation Studio。PVI 用于與上位機(jī)的通信����,Automation Studio 則用于PCC 的邏輯控制與運(yùn)動(dòng)控制等的編程。
3 . 1 PVI 通信
PVI 是所有Windows 應(yīng)用程序訪問貝加萊工業(yè)控制器的統(tǒng)一接口���。使用PVI ��,用戶在開發(fā)通信程序時(shí)不需要花大量時(shí)間考慮底層的通信過程�����,也不需要調(diào)用復(fù)雜而繁瑣的Winsock API 函數(shù)��,只需 在邏輯結(jié)構(gòu)上進(jìn)行簡(jiǎn)單的配置即可訪問PCC上的變量��。PVI 的最大特點(diǎn)就是能夠使用程序直接操作PCC任務(wù)中的變量,因此必須給每一個(gè)過程變量在PVI Manager 中的映射指定唯一的路徑�。
PVI 通信的核心任務(wù)是建立過程變量的映像,建立的結(jié)果是每個(gè)映像都和網(wǎng)絡(luò)中唯一的一個(gè)變量一一對(duì)應(yīng)����。這個(gè)變量可以是一個(gè)基本類型的數(shù)據(jù)���,如整型變量,也可以是一個(gè)自定義類型的數(shù)據(jù)�,如結(jié)構(gòu)體變量。這個(gè)映像包含了從應(yīng)用程序所在工作站到變量所在任務(wù)的路徑信息��。如果把控制器和模塊也當(dāng)作通信中對(duì)象的話�����,每個(gè)映像路徑包括的對(duì)象有:基本對(duì)象(Pvi ) ��;線對(duì)象(Line ) ����;站對(duì)象( Station ) ; CPU 對(duì)象(CPU ) �;模塊對(duì)象(Module ) ;任務(wù)對(duì)象(Task )和變量對(duì)象(Variable)����。這個(gè)映射路徑由PVI Manager 統(tǒng)一管理,每個(gè)對(duì)象包含對(duì)象名���,對(duì)象描述和存取參教���。勸象名(包括路徑)是PVI 中的名字�。對(duì)象名由用戶任意確定�,對(duì)象描述必須與PCC 中待映射的變量名字一樣,PVI Manager 依靠對(duì)象描述找到具體的過程變量��,實(shí)現(xiàn)映象關(guān)系��。存取參數(shù)包括數(shù)據(jù)類型說明�����、刷新時(shí)間�、事件類型等。
在本系統(tǒng)中�����,伺服電機(jī)運(yùn)行在16 個(gè)位置的速度是確定的����,位置和速度均可以在上位機(jī)上設(shè)置,然后發(fā)送至PCC �。將這些數(shù)據(jù)封裝為一個(gè)結(jié)構(gòu)體:
struct MotorCommset { float Position [16];//16 個(gè)點(diǎn)的位置 float Speed [16] �;//16 個(gè)點(diǎn)的速度 int MotorNumber ;//標(biāo)示當(dāng)前設(shè)置的是第幾臺(tái)電機(jī)}�����;
3 . 2 Automation Stndio 編程
Automation Studio 為每個(gè)應(yīng)用與程序提供了多種編程方法���。包括:梯形圖LAD �,指令表IL ��,結(jié)構(gòu)文本ST ����,順序功能圖SFC , AB , ANSIC 。其中ANSIC 是使用于新一代Automation Studio的功能強(qiáng)大的高級(jí)編程語(yǔ)言��。利用ANSIC 編寫的語(yǔ)言可以實(shí)現(xiàn)更高級(jí)的功能���。在搖擺部分的電機(jī)控制中����,利用了ANSIC 來(lái)實(shí)現(xiàn)曲線生成的功能���。
3.2.1 對(duì)象建立
B&R 的伺服運(yùn)動(dòng)控制采用了面向?qū)ο蟮目刂品绞?��,使用高?jí)語(yǔ)言C 針對(duì)一個(gè)伺服控制器創(chuàng)建一個(gè)運(yùn)用對(duì)象ax _ obj 后���,可以利用針對(duì)此運(yùn)動(dòng)對(duì)象創(chuàng)建的指針* p _ ax _ dat _ ,對(duì)電機(jī)完成不同的運(yùn)動(dòng)控制����。
ncalloc ( ncACP10MAN + ncPOWERLINK 一IF , ACP10 NONE , ncAXIS , l , ( UDINT ) &
ax _ obj ) ;
每臺(tái)伺服控制器在硬件上都有一個(gè)節(jié)點(diǎn)設(shè)置部分����,可以設(shè)置各自的節(jié)點(diǎn)號(hào)。在命令ncalloc 中通過不同的ACP10_ NODE 可以為不同的伺服創(chuàng)建各自的運(yùn)動(dòng)對(duì)象���。
3.2.2 虛軸
在ACOPOS 的伺服中����,針對(duì)每一臺(tái)伺服而創(chuàng)建的運(yùn)動(dòng)對(duì)象���,都有一個(gè)假想的軸�����,稱之為虛軸����。這個(gè)虛軸跟實(shí)軸一樣一方面能夠作為從軸�,跟著主軸完成同步軌跡。另一方面也能作為主軸����,讓其他軸參與同步。由于虛軸的引人���,使得一個(gè)伺服也能夠和自己的虛軸發(fā)生同步關(guān)系���,即電機(jī)運(yùn)行時(shí)以自己的虛軸作為主軸,實(shí)軸跟隨虛軸同步����。
這里伺服要完成曲線運(yùn)動(dòng),在設(shè)定的點(diǎn)之間有一個(gè)加速度突變的過程���,因此為了保持電機(jī)的平穩(wěn)運(yùn)行����,采用了虛軸運(yùn)動(dòng)控制。虛軸是一個(gè)理論上的軸�,因此可以應(yīng)用數(shù)學(xué)模型,設(shè)定虛軸的運(yùn)行軌跡���。在相鄰兩個(gè)點(diǎn)之間�����,虛軸為勻加速���,運(yùn)動(dòng)到下一個(gè)點(diǎn)時(shí)以另外一個(gè)加速度進(jìn)行勻加速運(yùn)動(dòng)。由于虛軸是假想的理論軸��,加速的突變不會(huì)引起電機(jī)運(yùn)行的不穩(wěn)定��。因此這里將虛軸設(shè)為主軸�。由于虛軸和實(shí)軸的同步關(guān)系為位置同步,而非速度同步����,當(dāng)設(shè)定虛軸與實(shí)軸為l : 1 同步時(shí),虛軸為主軸按既定曲線運(yùn)動(dòng)��,而實(shí)軸則不斷地跟隨虛軸的位置進(jìn)行運(yùn)動(dòng)��,因此對(duì)于實(shí)軸來(lái)說虛軸的速度或加速度的突變并不會(huì)對(duì)電機(jī)產(chǎn)生影響,保證了電機(jī)運(yùn)行的穩(wěn)定性�。
Automation studio 提供了專門的實(shí)軸與虛軸的關(guān)系設(shè)定文件,在虛軸進(jìn)行運(yùn)動(dòng)之前�����,必須把這個(gè)文件下載到伺服�,建立伺服的虛軸與實(shí)軸的關(guān)系之后����,實(shí)軸才能跟隨虛軸運(yùn)動(dòng)。
實(shí)軸與虛軸的關(guān)系設(shè)定文件名為"autogear "���。
< Parameter ID = "503" Name = " Cam automat �; Master axis " Value = "412"Unit =""Remark =""[412ACP10PAR _ S _SET _VAX1S]
在autogear中���,將412號(hào)參數(shù)(虛軸的位置)賦給503號(hào)參數(shù)(主軸設(shè)定)表明了將虛軸的位置作為主軸����。
< Parameter ID = "519" Name = " Cam automat ��; Multiplication factor of master axis " Value = "1000"Unit =""Remark =""/>
< Parameter ID = "520" Name = " Cam automat �; Multiplication factor of slave axis " Value = "1000"Unit =""Remark =""/>
將519 號(hào)參數(shù)(主軸系數(shù))和520 號(hào)參數(shù)(從軸系數(shù))值設(shè)為相同的大小���,這里都設(shè)為1000 , 表明了從軸與主軸以1000 : 1000 進(jìn)行位置同步。
B&R 為伺服參數(shù)的上傳與下載提供了專門的通道����,稱之為SERVICE 通道。通過SERVICE 通道��,既可以進(jìn)行單個(gè)參數(shù)的傳輸�,也可以進(jìn)行參數(shù)塊的傳輸。將"autogear "作為一個(gè)參數(shù)塊�����,通過SERVICE 通道下載到伺服后�,虛軸與實(shí)軸的關(guān)系便建立了起來(lái)。
strcpy (& DataDownload .parameter.data _ modul [0]�,"autogear")//所要下載的文件名p _ ax _ dat _ >network.service.data _adr ﹦(UDINT) & DataDownload // service通道ncaction ( ax _ obj , ncACP _ PAR + ncSERVICE , nc - DOWNLOAD )//虛軸、實(shí)軸設(shè)定下載����, 一旦主軸與從軸的關(guān)系建立起來(lái)之后,只要對(duì)虛軸參數(shù)進(jìn)行操作����,實(shí)軸就會(huì)跟隨虛軸位置進(jìn)行1:1 同步��。而對(duì)于虛軸參數(shù)的操作同樣也可以通過SERVICE 通道進(jìn)行��。
p _ ax _ dat _ > network.service.request.par _ id ﹦ACP10PAR _ CMD _ POS _ MOVE _ VAX1 //所要賦值的參數(shù)���, p _ ax _ dat _ > network . service . data _ adr ﹦(UDINT ) & par _ dat //參數(shù)值,ncaction (ax _ obj , ncSERVICE , ncSET)//參數(shù)設(shè)置
3.2.3 程序設(shè)計(jì)
程序如圖5 所示��,主要分為兩塊:一塊為總的邏輯控制部分���,由梯形圖完成;另一塊為運(yùn)動(dòng)控制部分���,通過C 語(yǔ)言完成���。
找原點(diǎn)時(shí),電機(jī)統(tǒng)一向正向運(yùn)行�,若收到原點(diǎn)信號(hào)就停下,定為O 位�����;若收到正向極限信號(hào)就停下然后反方向運(yùn)行�,找到原點(diǎn)信號(hào)����,定為0位����。曲線運(yùn)動(dòng)為一個(gè)子程序,點(diǎn)與點(diǎn)之間做勻加速運(yùn)動(dòng)�,通過位置的判斷,對(duì)虛軸進(jìn)行加速度的切換�。
4 設(shè)計(jì)結(jié)果
利用B&R 的PCC 的PVI 完成了與上位機(jī)的通信。利用梯形圖進(jìn)行邏輯控制啟動(dòng)����、停止、故障等���。而高級(jí)語(yǔ)言C ��,則實(shí)現(xiàn)了曲線的運(yùn)用�����。并且在曲線運(yùn)動(dòng)過程中�����,實(shí)時(shí)地將速度與位置信號(hào)傳給上位機(jī)��,方便實(shí)時(shí)地觀測(cè)和調(diào)整曲線���。
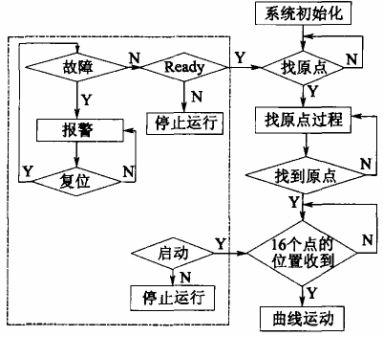
圖5 程序流程圖
目前���,整條生產(chǎn)線已投入試生產(chǎn),刻蝕效果良好�����。圖6 為伺服電機(jī)實(shí)時(shí)運(yùn)動(dòng)曲線��,伺服按正向運(yùn)動(dòng)找到原點(diǎn)后開始按到給定的點(diǎn)運(yùn)動(dòng)��。在相鄰的兩個(gè)點(diǎn)之間采用了勻加速運(yùn)動(dòng)�,按照位置進(jìn)行點(diǎn)與點(diǎn)的切換����,改變各個(gè)曲線段的加速度。在運(yùn)行過程中上位機(jī)對(duì)電機(jī)運(yùn)行的實(shí)際位置與速度進(jìn)行隨機(jī)采樣���,將采樣得到的點(diǎn)顯示在上位機(jī)界面上�,經(jīng)過一段時(shí)間后可以看到電機(jī)實(shí)際運(yùn)行的軌跡。由圖可知���,實(shí)際運(yùn)行中�,都經(jīng)過設(shè)定的點(diǎn)����。工藝要求的誤差為2mm ,而實(shí)際設(shè)計(jì)得到的結(jié)果誤差只有0.5mm ����,性能大大提高。在高速運(yùn)行時(shí)���,如1min 運(yùn)行40 個(gè)周期����,電機(jī)仍然運(yùn)行平穩(wěn)���,而工藝上只要求15 至30 個(gè)周期���。
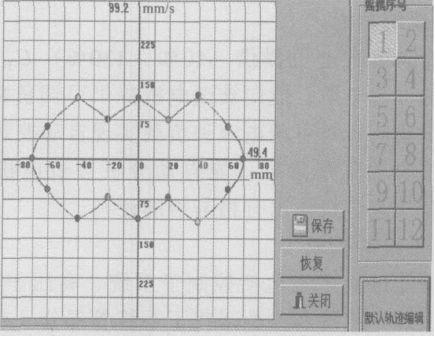
圖6 伺服電機(jī)實(shí)際運(yùn)用曲線
采用了B&R 的PCC 使通信�����、控制�、運(yùn)動(dòng)變得更加方便���、靈活�����、可靠�����。由于B&R 的PVI 功能����,使通信方便���,成為一個(gè)單獨(dú)的任務(wù)。利用Power - Link 實(shí)現(xiàn)了PCC 與12 臺(tái)伺服之間實(shí)時(shí)與快速的控制與傳輸����。利用PCC 的高級(jí)語(yǔ)言C�,方便地實(shí)現(xiàn)了曲線的生成�����。而利用B&R 特有的虛軸的概念�����,更使電機(jī)的運(yùn)行平穩(wěn)可靠���。